High-performance charging architecture engineered for medical, industrial, consumer, and automotive industries.

ELITE POWER is a premium subsidiary of GRACE DEVELOPERS CO., LIMITED. With strategic corporate branches positioned in the critical global tech hubs of Hong Kong, Shenzhen, and Dongguan, China, we operate at the epicenter of energy storage innovation and hardware manufacturing.
As a vertically integrated new energy production enterprise, we seamlessly unite scientific research, industrial design, engineering manufacturing, and global distribution. We focus on developing intelligent, green, new energy storage solutions and high-performance portable power delivery systems.
Our comprehensive production footprint includes residential energy storage systems, industrial and commercial energy storage cabinets, transportable energy containers, supercapacitor jump starters, portable power stations, specialized truck lithium batteries, and smart integrated furniture battery packs.
A strategic partner with deep compliance frameworks, supply chains, and technical reliability.
Operational pillars designed to guarantee transactional safety, product excellence, and long-term partnership prosperity.
We operate with absolute honesty, integrity, and corporate transparency across every phase of our global business transactions and contracts.
We push the technological limits of new energy systems to deliver reliable, green products that safeguard environmental integrity.
Continuous refinement defines our manufacturing process. We strive for excellence in engineering and dedicated customer service.
We structure our partnerships for sustainable commercial growth, aligning our operational capacity to scale together with our clients.
An authoritative guide to industrial requirements, cell chemistries, and structural safety parameters.
For B2B procurement professionals, purchasing consumer-grade power banks is no longer sufficient. Enterprise operations, safety protocols, and regulatory systems require wholesale power bank portable chargers built on strict engineering protocols. Our manufacturing ecosystem integrates high-performance battery chemistries, next-generation semiconductor materials, and robust thermal management algorithms to support long duty cycles and safe operation under extreme thermal stress.
As a leading wholesale power bank portable charger manufacturer and factory, we leverage advanced technologies to meet these rigorous standards. Key differentiators include:
Integrating GaN high-frequency switches reduces structural mass while boosting energy conversion efficiency to over 93%. This drastically lowers operating temperatures during high-wattage Power Delivery (PD) outputs.
We source only Grade-A Lithium Polymer (Li-Po) and Lithium Iron Phosphate (LiFePO4) chemistries. LiFePO4 structures provide exceptional thermal stability and service lifespans exceeding 2,000 discharge cycles.
Our solutions support Power Delivery 3.1 (up to 140W and beyond), Quick Charge 4.0+, Programmable Power Supply (PPS), and custom corporate profiles to charge smartphones, laptops, and specialized medical hardware.
How our manufacturing footprint in Dongguan, Shenzhen, and Hong Kong optimizes costs and speeds time-to-market.
The global battery supply chain is complex. Securing stable, cost-effective raw materials demands deep integration with local ecosystems. ELITE POWER's factories in Shenzhen and Dongguan utilize one of the world's most advanced industrial manufacturing corridors. This physical proximity allows us to accelerate research and development cycles, implement prompt QA protocols, and lower transport costs.
Our manufacturing footprint offers three primary advantages:
Ensuring cross-border compliance, custom customs clearances, and localized client assistance.
Global commerce requires navigating diverse legal systems and import standards. Shipping lithium-ion batteries across international borders demands strict adherence to transport laws and safety protocols. ELITE POWER provides end-to-end compliance services to ensure seamless clearance and mitigate regulatory risks.
All power bank shipments feature UN38.3 test protocols, material safety data sheets (MSDS), and strict drop-test reports to comply with IATA air cargo regulations and maritime safety standards.
Our products carry certifications for major target markets, including CE, FCC, RoHS, UKCA, PSE, and UL 2056. This guarantees legal compliance and safe operation across regional power grids.
Through strategic partnerships in North America and Western Europe, we offer local warehousing and customs clearance support to ensure reliable, stress-free delivery.
Custom portable power solutions engineered for demanding corporate and industrial applications.
Designed for premium recliners, workspace desks, and modular hotel furniture. These compact battery systems offer cord-free placement options for modern, minimalist interiors.
Our supercapacitor jump starters deliver quick-discharge current peaks to start heavy commercial vehicles, emergency fleets, and transport machinery, even in sub-zero winter conditions.
Compliant with healthcare safety standards, our medical power supplies provide uninterruptible energy backups for ventilators, mobile clinic workstations, and diagnostic field monitors.
Key technical criteria to evaluate when selecting a wholesale battery partner.
When executing bulk procurement agreements, sourcing managers must look beyond unit pricing to evaluate the total cost of ownership (TCO). A partner's technical standards and supply chain transparency are critical for mitigating risk. Here are the key criteria to assess during your evaluation process:
Answers to common technical, logistics, and manufacturing questions from enterprise clients.
Our portable power banks and energy solutions carry all necessary certifications for global compliance, including CE, FCC, RoHS, and UL 2056. For safe transport, every batch is fully certified under UN38.3, MSDS, and relevant international regulations.
Yes. As an integrated manufacturer, we provide complete ODM/OEM services. This includes custom PCB schematics, enclosure mold design, brand screen-printing, and firmware modifications to support custom charge rates and power distribution profiles.
MOQ limits vary based on the level of product customization. Standard products usually have an MOQ of 500 to 1,000 units. For fully customized shell molds or complex engineering configurations, the MOQ is negotiated based on tooling costs and project scope.
We maintain an ISO 9001:2015 certified quality management system. Every production batch undergoes strict QA testing, including automated optical inspection, multi-stage charge-discharge cycling, and drop testing before final packaging.
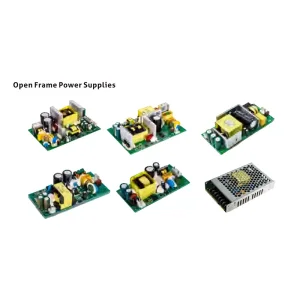
Additional high-grade energy solutions designed for power grids, fleet systems, and industrial equipment.